Grain Direction In Sheet Metal Bending
Bending Basics The Fundamentals Of Heavy Bending

Understanding Grain Structure And Direction When Plate Bending

Metal Grain Direction What You Need To Know Aaa Air Support
Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts

Tech Tip Sheet Metal Grain Direction Designpoint Blog

Material Grain Size Matters In Sheet Metal Bending Stam

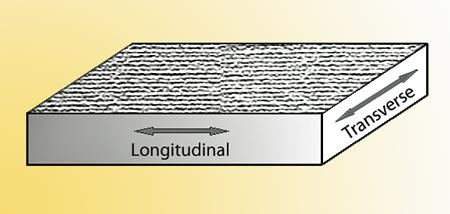
The grain direction created in the direction the sheet is rolled at the mill runs the length of the full sheet.
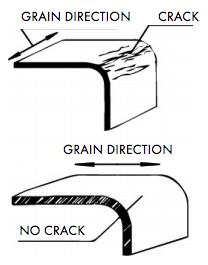
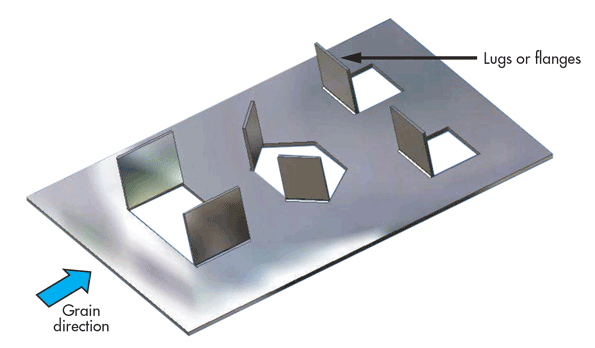
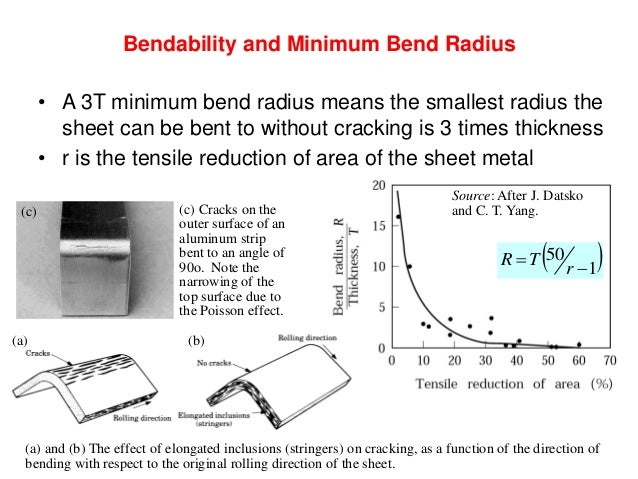
Grain direction in sheet metal bending. Bending metal against the grain or perpendicular to the grain is a common way to prevent material failure or cracking. You must pay careful attention to grain or rolling direction when bending high strength metals especially when trying to achieve a small inside bend radius. Whereas bending parallel to rolling direction can lead to cracks because of destruction in grain structure. That has negligible impact on part strength.
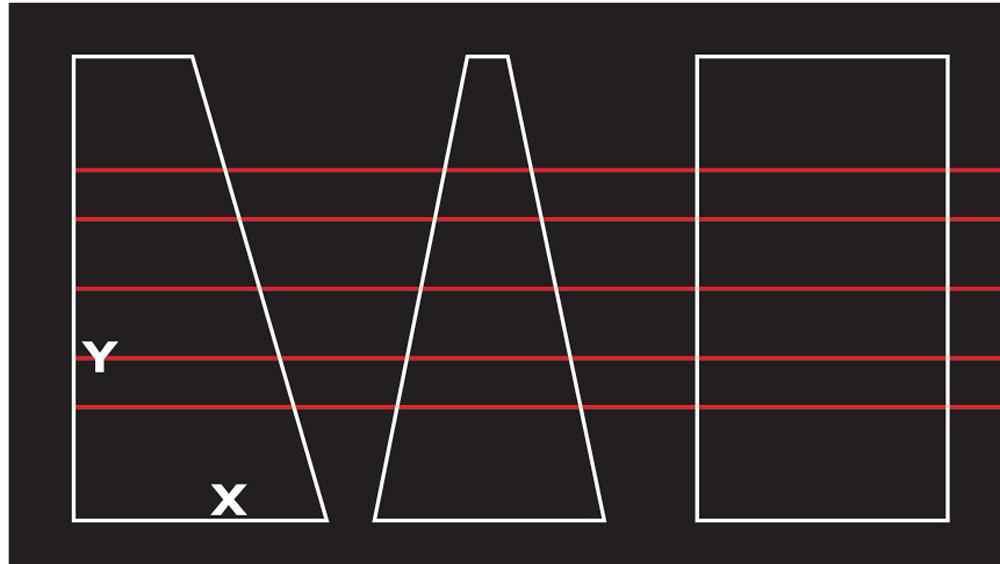
A metal s grain direction is usually only a factor when bending however. Bends that run perpendicular to the material s natural grain require slightly more pressure than those running parallel to the grain. This micrograin impacts the design in terms of strength and appearance. You can see it on a new piece of sheet metal by noticing the direction of visible lines running through it.
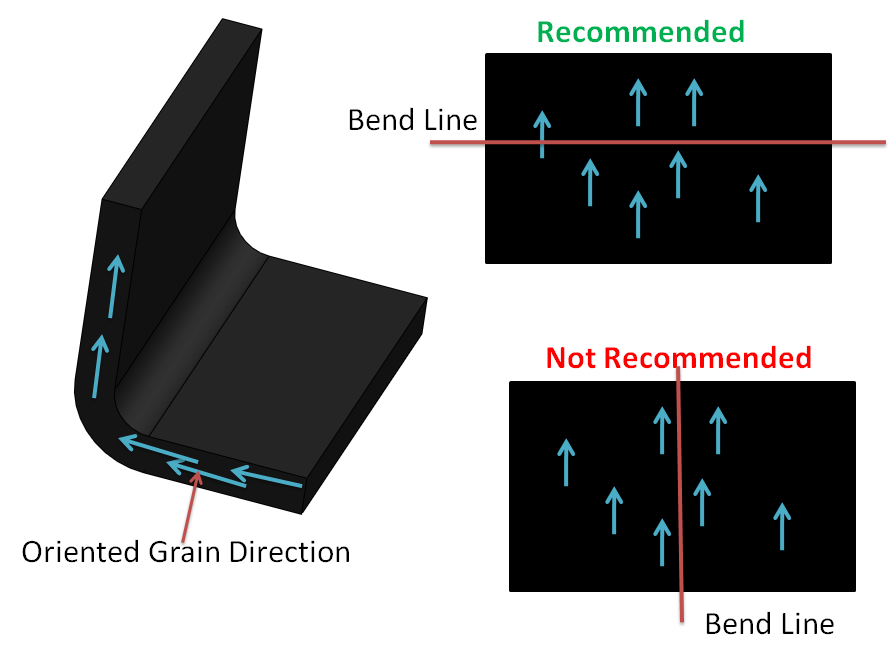
Applying this to metal bending be it plate bending press braking or any other type of metal forming consideration must be given to the grain direction before any process is carried out. When the sheet is made its particles become elongated in the direction of rolling. As a general rule the grain line must run perpendicular to the bend to avoid the potential for cracking or fracture. This occurs because bending along the grain allows for separation of the grain boundaries.
The raw sheet has a natural micrograin direction that runs parallel to the 144 in. Working with grain direction. Once the crystallites are elongated they appear as the grain that we see in cold rolled steel. Bending with the grain or parallel to the grain direction can be a contributor to material failure as bending along the grain allows for separation of the grain boundaries.
During sheet metal processing rolling operation material grains are arranged in the direction of rolling. The grain direction is in the rolling direction of the sheet as it was being manufactured. The grain direction is established during the metal rolling process. This is because sharper or tighter bends can be made across the grain without cracking.
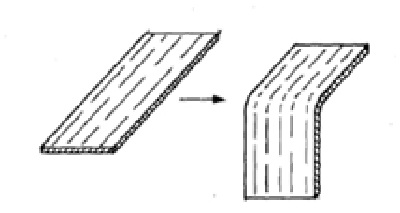
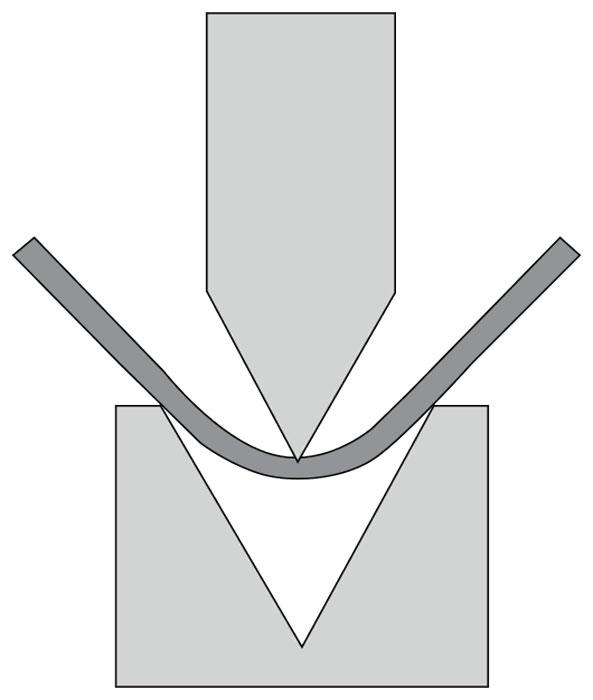
Bending with the grain gives a different result than bending against it. In the example above perhaps were using a certain type of steel and specific bend radius whereby we need to be careful to ensure the sheet metal does not crack due to bending. We can manually control the grain direction of the metal in the flat pattern and subsequently how the bounding box is oriented to address these concerns. When sheetmetal is bend perpendicular to rolling direction grain rearranges.
In addition the grain direction needs to be considered when the bend radius is less than twice the thickness depending on the material and its hardness.

Sheet Metal Operation

5 Cracking Results When The Direction Of Bending Is Parallel To The Download Scientific Diagram
What Is Metal Stamping Esi Engineering

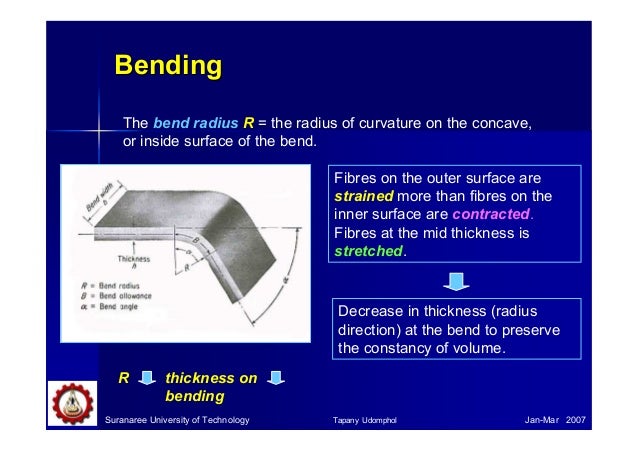
Chapter 4 Bending Main Contents Deformation Process Of Bending Ppt Video Online Download

Sheet Metal Bend Direction

5 Tips For Avoiding Sheet Metal Deformation Wiley Metal
Three Factors For Bending Steel Plate The Chicago Curve
What Sheet Metal Shops Wish You Knew Reasonable Tolerances Grain Direction And The Base Flange
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Influence Of Rolling Directions On Microstructure Mechanical Properties And Anisotropy Of Mg 5li 1al 0 5y Alloy Sciencedirect

Video Tech Tip Master Solidworks Sheet Metal Grain Direction Youtube
Https Www Jstor Org Stable 24950486

Grain Coil Direction Annotation In Solidworks Youtube

Minimum Bend Radius Calculator In Sheet Metal Or Plate
Http Www Theartofpressbrake Com Wp Content Uploads 2015 01 29 Bending Variables Pdf

Mechanical Design Tutorial Sheetmetal Design

Rolling Direction Of An Aluminium Plate

3 D Cad Handling Imported Data During Sheet Metal Design
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiqvlupbxaqt4auezt3tznunxbxmnl1iccgyudo Iy Aggr2 Q Usqp Cau

Elements Of Bend In 2020 Metal Bending Tools Metal Bending Bend
The Sheet Metal Stretch Bending With Bending Radius R Die A The Download Scientific Diagram
06 Sheet Metal Forming

Solidworks Sheet Metal Tutorial Hopper Youtube Sheet Metal Drawing Sheet Metal Metal Sheet Design
Pdf Factors Affecting On Springback In Sheet Metal Bending A Review
Sheet Metal Working 1
Https Www Asminternational Org Documents 10192 1755223 Amp15908p036 Pdf 026e7c61 4606 424e 9ade 3455865aba71

Sheet Metal Gusset Feature Designpoint Blog
2017 Solidworks Help Sheet Metal Properties

Analyzing The K Factor In Sheet Metal Bending The Fabricator Metal Bending Sheet Metal Metal

Solidworks Sheet Metal Tutorial Hopper Youtube In 2020 Sheet Metal Drawing Sheet Metal Sheet Metal Work
Press Brake Bending Tips For Forming Tapered Bends And Determining Minimum Flange Lengths
Radius Types Formed By Air Bending On A Press Brake
Cati Tech Notes Solidworks Tips And Tricks

Pin On Welding Fabrication

Metals Free Full Text Effect Of Computational Parameters On Springback Prediction By Numerical Simulation Html

Mechanical Properties

The Way Wood Works Reading Grain Direction Popular Woodworking Magazine Popular Woodworking Wood Woodworking

Minimum Bending Radius Something To Pay Attention
2020 Solidworks Help Document Properties Sheet Metal

The Evolution Of Precision Bending

Fc2 Bending 1 Grain Direction Youtube

Perfect Press Brake Bend Angles Press Brake Press Brake Tooling Angles

